全国服务咨询热线:
15216837090
15216837090

1、概述
SBR也称为间歇曝气活性污泥工艺或序批活性污泥工艺。1914年Ardern 和Lockett 在英国发明活性污泥时,采用的就是间歇曝气。随着自动控制和在线监控技术飞速发展,为SBR工艺的深入研究和发展提供了前提条件,20 世纪70 年代初美国Irvine 教授详细定义和描述了序批式间歇反应器,1980年建成投产*个SBR法污水处理厂。我国近年来对SBR的研究和应用开展迅速,1985 年在上海建成了我国*座SBR 废水处理设施。
2、SBR 法在城市污水处理厂的应用
2.1 工艺流程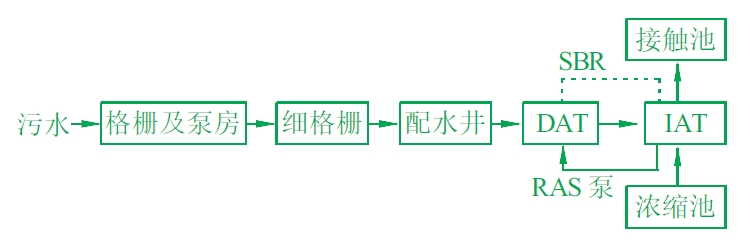
图1 工艺流程
该工艺流程见图1。
2.2 关键技术处理
(1)旋流沉砂池。为了避免在SBR池中可能出现漂流物,从而影响出水,在沉砂池前设置细格栅4台,每台直径2400mm,栅条间距10mm,以进一步去除污水中的悬浮物。细格栅下游设2个系列共设4座旋流沉砂池,设计峰值流55万m3/d,每组(2座旋流沉砂池)处理能力为11458.33 m3/h。每池处理能力为1 750 L/s。
(2)巴氏计量槽。沉砂池下游为巴氏计量槽,槽内安装一台超声波流量计,渠道内设pH计及温度计,信号送入PLC,用来对污水厂进水进行水量、酸碱度和温度的连续监测。当外界这些监测结果突然发生较大幅度变化时,可以及时采取相应措施避免进厂污水进入SBR池冲击活性污泥。
(3)均匀配水。由于工程规模大,共有9组SBR池,每组池的边池交替进水,配水管路长,容易配水不均匀,因此在设计过程中采用渠道配水,并在恒水位下交替运行,减少了管道、闸门、水泵等用量,降低了运行成本。设计采用轻型电动启闭闸门,操作时轻便、快速、不漏水。
反应池的配水井将2 组沉砂池的污水汇集后,将其中25万m3/d经超越管排出厂外,另25万m3/d(峰值32.5 万m3/d)进入SBR反应池处理。
(4)接触池。为保证液氨的消毒效果,加氯后的水应在接触池中停留30min后排入水体。
(5)运行程序。由于SBR反应池DAT-IAT系统采用连续进水,间歇出水方式运行,反应池既作生化反应池,又作沉淀池,因此每个运行周期中进水时间、各个反应段时间、沉淀时间的不同都影响着处理效果。所以在生产运行中根据具体情况进行优化。
2.3 工程设计
2.3.1 设计规模及水质
处理规模为25 万m3/d。污水综合变化系数K取1.30,截流倍数2.2,即雨季时提升泵房,格栅,沉砂池总处理能力为55万m3/d,生化系统、消毒系统处理能力为25万m3/d。
设计进、出水水质指标见表1。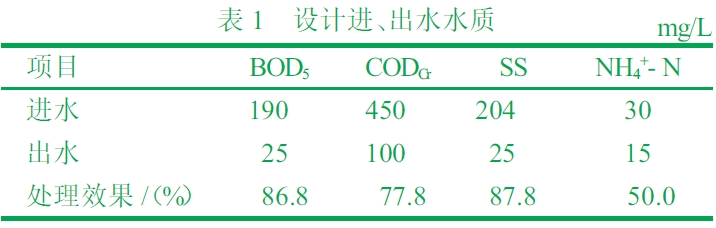
2.3.2 主要设备及参数
(1)进水泵。进水泵型号为CP3602潜水排污泵,共10台,9用1备。单台技术参数如下:流量Q=5062m3/h,扬程H=12.0,电机功率215kW。进水泵系统控制采用就地手动和PLC 自动控制2种形式。
(2)鼓风机房。鼓风机房内设4台高速离心鼓风机。单台鼓风机流量为24000m3/h,功率630kW。
鼓风机的工作过程是通过现场控制盘来实现,该盘由PLC触摸屏及控制水泵、电加热器、出口阀门等电器组成,并且具有与上位协调能力机的通讯功能。
(3)污泥脱水机房。脱水机房内设3台离心式脱水机,单台处理量25m3/h。经离心脱水机的剩余活性污泥的含水率达80%以下。
2.4 电控设计
该污水处理厂自控系统采用集散式控制,设一个中央控制室。下设5个现场控制站。中控室设置2台计算机互为热备份,当一台计算机发生故障时,另一台计算机自动投入,代替发生故障的计算机。工程师可通过键盘对控制系统进行开发、参数修改等。操作员可通过操作键盘切换各种画面,并通过这些画面监视全厂工艺参数的变化情况、设备的运行状态、故障的发生信息。
所有工艺流程中的电机设备由PLC控制,PLC位于专门的控制柜内,上设触摸屏,所有设备运行均采用手动和自动2种控制方式。正常运行时采用自动控制方式,由现场PLC按工艺要求或时间控制池内进气阀、滗水器、剩余污泥泵、回流污泥泵等的运行。气阀由PLC进行开度控制以便跟踪池内的需氧量,参照相应反应池DO仪通过操作人员进行控制。
PLC为模块化设计,可在主PLC机上更改某些在线参数。电源断电恢复后,PLC和安装设备自动启动。当设备发生故障时发生警报,并在PC上显示设备状态。
2.5 运行结果
运行中重点解决进出水的自动控制,供气量调节,活性污泥浓度以及厌氧、缺氧段的控制问题。经过一段时间的调试运行,目前运行状态稳定,出水均低于设计要求(表2)。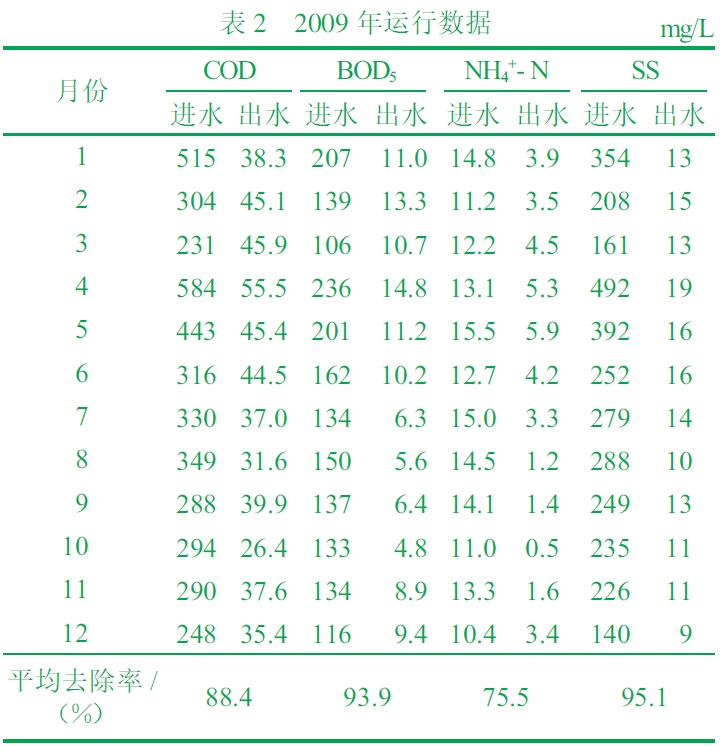
从运行情况来看,SBR 工艺取得了理想的处理效果(COD去除率88.4%,BOD5去除率93.9%,SS去除率95.1%),NH4+-N 和TP 也低于设计值,并且在水量超出设计规模时各种设备运转正常。可以看出,
SBR 工艺*适用于抚顺的污水处理工艺。
3、问题与讨论
在生产运行过程中发现有些问题需进一步优化。
(1)污泥浓度的多少对出水水质的影响。污泥浓度的多少对出水水质有一定的影响。当污泥浓度过低时处理不够充分,但出水悬浮物较少。当污泥浓度过高时处理效果好但出水悬浮物较多。尤其是当污泥沉降比高于60时,在现场可以看见滗水后期有大量带泥现象。直接影响出水水质的视觉效果(悬浮物较多),所以经过运行分析应控制污泥沉降比在15~30之间zui为理想。
(2)曝气头的堵塞问题。每组SBR池(共9组)设DAT池有2880只曝气头,IAT池有1376只曝气头,由于污泥沉降于池底和曝气管道进水等原因,容易造成曝气头堵塞和曝气,影响曝气效果,在实际的运行中采用降低水位增加曝气量达到去除沉积在曝气头表面的污泥。对于脱落的曝气头要及时更换或堵塞,以避免影响其他曝气区域。同时要定期打开放空阀排出管道中的积水。
(3)处理成本分析。污水厂的运行成本主要在电费上,而鼓风机是主要消耗电量的设备。通过公式求得风机轴功率:
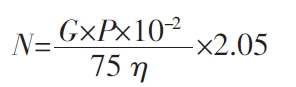
式中,N为鼓风机的轴功率;G为曝气量,单位为m3/h;P为风压,单位为kPa。
通过公式可以看出,在不影响正常出水的情况下,减少风机的曝气量会降低鼓风机的轴功率,从而达到节省处理费的目的。
4、结语
该工艺的主要性能特点是:运行操作灵活,通过时间上的有效控制和变化来满足多功能的要求,通过调节曝气时间满足出水水质要求,效果稳定。工艺简单,调节池容积小或不设调节池,不设二次沉淀池,占地少,投资省,运行费用低。反应过程基质溶度梯度大,反应推动力大,对水量、水质变化的适应性强。耐有机负荷和有毒物质负荷冲击能力强,运行方
式灵活,静止沉淀,出水水质好。厌氧(缺氧)和好氧过程交替发生,泥龄短且活性高,能有效地防止污泥膨胀,同时脱氮除磷效果好。
从SBR 工艺应用于抚顺三宝屯污水处理厂的运行情况来看,在正式运行的多年时间,其污水处理效果稳定,出水水质均已达到设计要求,使浑河的水质有明显改善,其环境及社会效益显著,同时也为大型城市污水处理厂SBR工艺的应用积累了经验。
电话
微信扫一扫

 当前位置:
当前位置: