全国服务咨询热线:
15216837090
15216837090

数控机床生产效率高、柔性程度好,已在我国机械制造业得到广泛应用。目前,数控机床加工、编程及操作人员已基本满足企业需求,但装调及维修人员却相对匮乏。数控机床装调及维修人员需要具备机、电、光一体化的装调及维修能力。然而,高职院校和社会职业培训机构在学生和社会人员培训过程中使用的数控机床装调实训台,装调效果虽然明显但不适合维修培训。因此,研发一种数控机床维修功能装置嵌入到现有的数控机床装调实训台中,对于维修人员的培养至关重要。
1、总体方案
数控机床故障设置及排除装置主要解决数控机床电路故障设置及排除和数控机床系统参数设置及排除两个问题,实现故障设置及排除功能,同时保留学生及其他受训人员数控维修技能的练习,又避免对数控硬件的破坏。其工作原理为:通过上位机(PC机)界面对数控机床电路及参数进行故障设置,由RS232接口将信号传输至数控机床故障设置及排除装置的控制器,控制器接收信号并控制相关中间继电器工作,从而断开数控机床电源电路、系统电路、刀架电路、驱动电路、主轴电路、冷却电路及急停电路等来完成数控机床电路故障设置,学生及其他受训人员通过现场检测诊断并找到相应的故障,使用PC机界面故障恢复功能自动排除数控机床电路故障。数控机床故障设置及排除装置如图1 所示。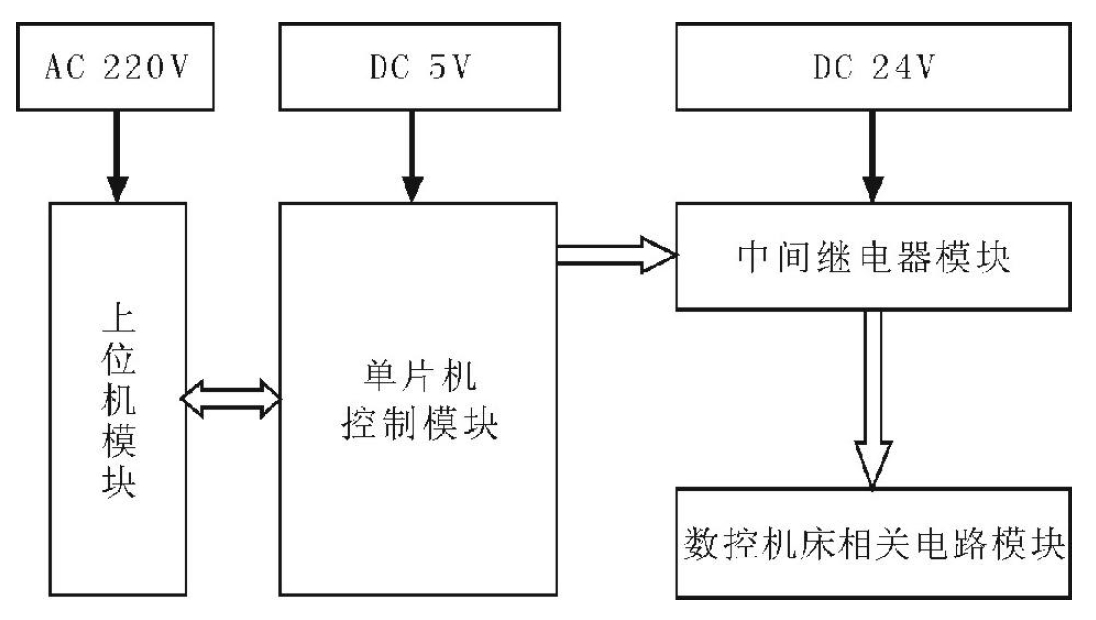
图1 数控机床故障设置及排除装置
2、PC机模块
PC机的串行通信以Microsoft Visual C++ 开发环境为平台,通过调用Microsoft Visual C++的通信控件(MSComm),综合运用Windows API通信函数和Microsoft Visual C++的标准通信函数等集成资源来实现。虽然Microsoft Visual C++ 资源丰富,但并不能满足所有通信需求,需要另外编写通信软件来实现PC机的串行通信。PC机串行通信软件流程如图2所示。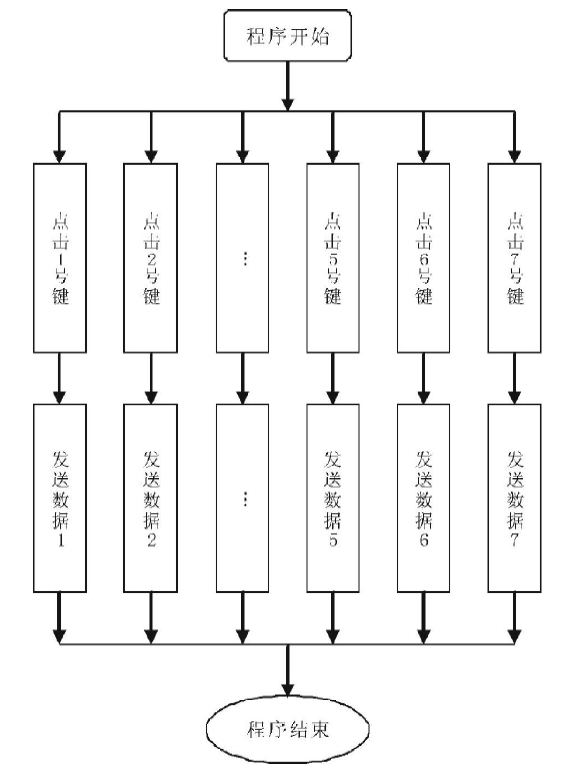
图2 PC机串行通信软件流程
由图2可知,当点击PC机界面1号键后,PC机向单片机发送数据1;当点击PC机界面2号键后,PC机向单片机发送数据2;⋯⋯当点击PC机界面5号键后,PC机向单片机发送数据5;当点击PC机界面6号键后,PC机向单片机发送数据6;当点击PC机界面7号键后,PC机向单片机发送数据7。其中,数据1控制电源电路通断继电器,数据2控制系统电路通断继电器⋯⋯
数据5控制主轴电路通断继电器,数据6控制冷却电路通断继电器,数据7控制急停电路通断继电器。
3、控制系统硬件电路
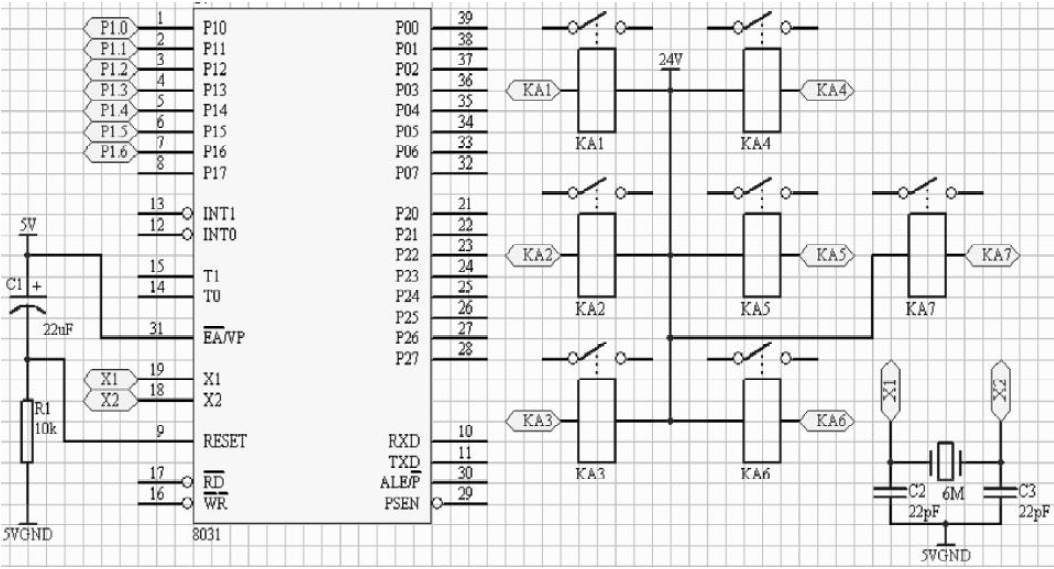
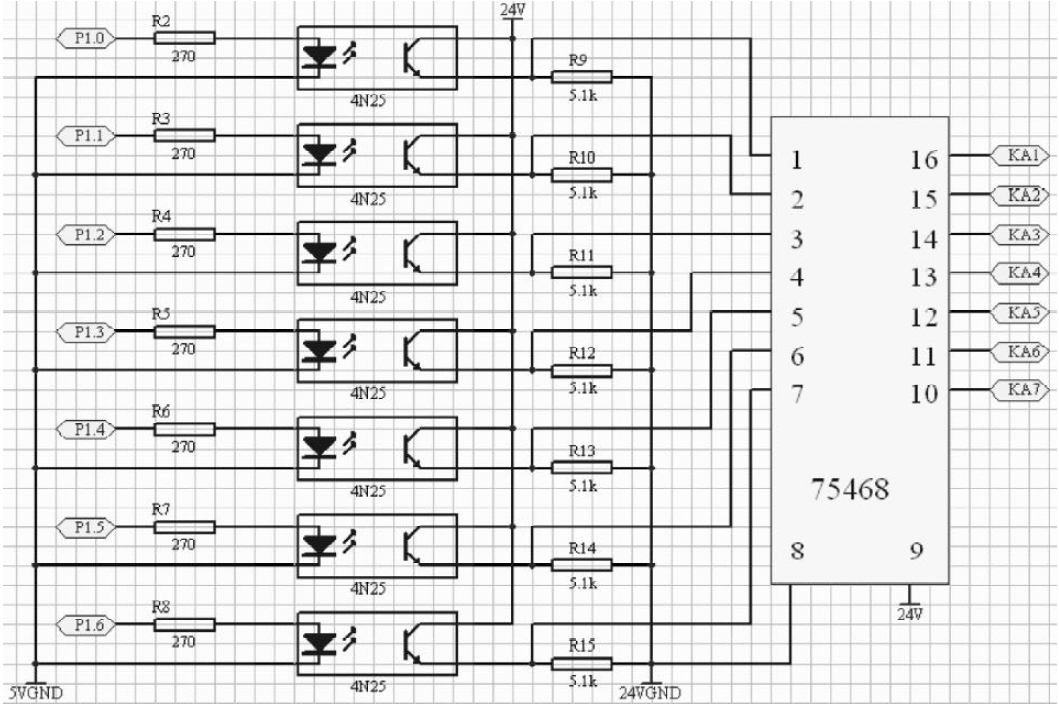
控制系统硬件电路由MAX232通信芯片、8051单片机、4N25光电隔离器、75468放大器等组成。其工作原理为:通过MAX232通信芯片接收PC机信号,传送至8051单片机P3.0、P3.1口线,信号经8051单片机处理后,分别传送至4N25光电隔离器,后经75468放大器放大信号后,分别控制KA1~KA7中间继电器线圈,并由KA1~KA7控制数控机床相应电路的通断,从而实现数控机床故障设置。8501单片机控制系统硬件电路如图3所示。
a.硬件电路模块1
b.硬件电路模块2
图3 8501单片机控制系统硬件电路
在控制系统硬件电路中,8501单片机到PC机接口通信电路原理如图4所示。8051单片机采用6MHZ的晶振频率,把工作在方式2的定时器T1作为周波发生器,传输波特率设为1200,由于串口工作在方式1的原因,串行控制寄存器(SCON)的值设为0x50,电源控制寄存器(PCON)的值设为0 ,定时器方式控制寄存器(TMOD)初值设为0x20,T1初值设为0xe8。
图4 8501单片机到PC机接口通信电路原理
8501单片机到PC机接口通信软件流程如图5所示。由图5可知,程序开始,对8501单片机串口进行通信初始化(包括对SCON的设置、TMOD及T1的定时初始化、PCON的设置),后接收来至PC机的数据1~7,数据1~7分别控制相应中间继电器,程序结束。
图5 8501单片机到PC机接口通信软件流程
4、实验
数控机床故障设置及排除装置设计安装完成后,对其进行调试和考核。结果表明,该装置性能良好,运行稳定。数控机床故障设置及排除装置调试界面和考核界面如图6~图7所示。
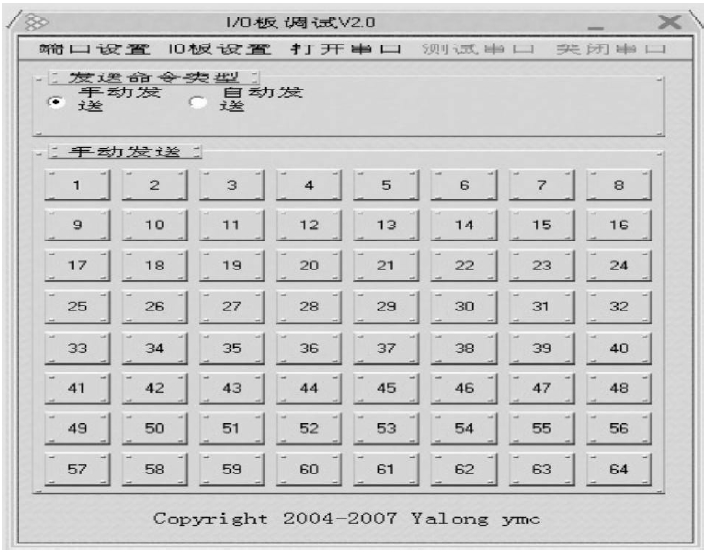
图6 数控机床故障设置及排除装置调试界面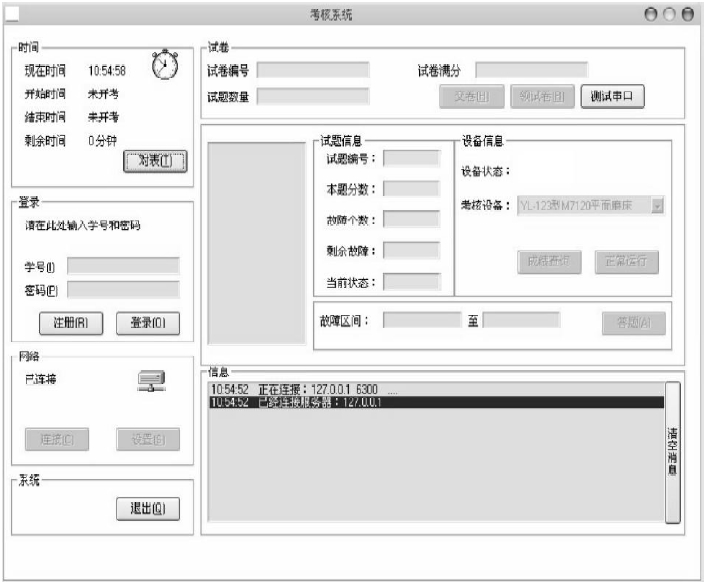
图7 数控机床故障设置及排除装置考核界面
5、结论
在现有的数控机床装调实训台中嵌入数控机床故障设置及排除装置,可解决数控机床电路故障设置及排除和数控机床系统参数设置及排除两个问题,实现了故障设置及排除功能。该装置保留了学生及其他受训人员在数控机床故障诊断及排除过程中人为故障诊断及现场恢复的技能训练,满足了维修人员的培养需求;又避免了在训练过程中由于经常插拔数控机床硬件线路,造成数控机床硬件使用寿命缩短的情况,进而延长使用寿命。
电话
微信扫一扫

 当前位置:
当前位置: