全国服务咨询热线:
15216837090
15216837090

焊工是技能型人才,在制造安装领域需求大。作为特种作业人员,焊工应当接受与其所从事的特种作业相应的安全技术理论培训和实际操作培训。
培养一名合格焊工,需要大量人力、物力消耗和相当长的周期,而培训效果往往不理想。这主要是因为:①焊接作业受强烈弧光和熔池小等因素影响,严重制约学员观摩受教的程度和受教人数;②手工焊、割作业是个人操作,质量波动大,如何规范操作,将焊工的群体作业质量提升一个标准档次是个难题;③现阶段企业以及学员个人不仅注重教学成果,也注重经济效益,并将安全、健康、环保放在*。轻视成本和人力的旧培训观念已经不适合现状。本研究提出将化CAI、PPT 教学拓展焊接培训教学、培训教学施行标准化、对比教学和针对性教学机制引入到培训中。
1 焊工培训中加入化的CAI、PPT技术手段
CAI(Computer Aided Instruction)计算机辅助教学是在计算机辅助下进行的各种教学活动,能够有效缩短学习时间,提高教学质量和效率,实现化的教学目标。
PPT(Power Point)主要用于设计制作教学课件,可以创建形象生动、图文并茂且主次分明的幻灯片,通过计算机屏幕或投影机播放,广泛用于报告、授课等场合。
1.1 CAI、PPT 教学优点
焊工培训的难点主要在于每名学员对熔池及焊、割热影响区的观察及适时控制,由于电弧、熔池和割口的体积较小,而操作者一定会占据有利的观察位置,这大大限制了有效观察的学员人数,以至于大多数焊接方法的操作只能一对一教授。并且学员与教师观察的表述和要求标准常不同步,存在较大偏差,不能形成清晰的映像和意识。所以大部分焊、割操作训练都是不断的重复,以达到教师的多方面标准要求,造成人员、资金和时间上的大量浪费。将CAI、PPT 引入焊工培训可省时、省精力、降消耗。
大数据时代各类焊割知识过于繁多,单纯加入文字或大量使用图片和影音文件的CAI、PPT 教学会造成学员们的认知混乱,所以应采用化的CAI、PPT 教学方法,学员们不仅能直接观察焊、割区的变化过程,还可较完整地观察操作全过程和系统动作。培训教师则可以依照CAI、PPT 的影音进行明确、清晰的讲解,避免学员认识的误区;可以拆分讲解焊、割操作规范,指出不同情况下如何选择焊接规范的要点;可多次演示、回放,减少不必要的实操重复,从而大幅减少材料和时间的浪费,并使受教人数由几人增加至百余人(不含网络教学),显著扩大指导范围。
1.2 CAI、PPT 应用要点
采用精通专业的教师针对技能操作和知识要点精选图片等直观资料、配以提要式文字说明的方法开展化CAI、PPT 教学。培训教师应目的明确地选择CAI、PPT 内容,在关键环节(如:焊条电弧焊的仰焊不同温度区间电弧的控制;钛材的氩气保护与焊速的配合等)利用CAI、PPT 可随时暂停、多次重复的技术优势,准确讲解;还应根据学员的要求和理解程度,结合影像指示熔池变化的特点,分拆讲解操作动作(如:钛材无氩气保护罩的断续焊操作是引弧—焊接—断弧—氩气保护氛围下冷却—引弧—焊接……);终在学员脑海中形成一套完整明确的操作过程映像。
1.3 化CAI、PPT 教学能因为培训而不断更新
由于每一批次学员情况不同,培训中肯定会出现新现象和典型事例。教师们应将这些素材进行收集、分类、整理和编撰,用以丰富化的CAI、PPT焊接教学内容。一些新方法的开发、新技术及新工具的应用、学员们的新想法也可作为使用化CAI、PPT 焊接教学的补充,并进行推广。
2 培训教学实行标准化、规范化
(1)将标准化、规范化应用于焊、割培训可提高培训效率,节省师资。
现阶段参加焊工技术培训学员的理论知识储备较丰富,绝大多数学员都有技校、职高或大学学历。在培训前期应统一、明确地讲授焊接质量与作业标准,学员们能轻松理解,培训入手快;在培训中、后期学员们能自觉地比照标准,发现问题,争取改进,形成自我约束,这为后续真实的生产作业奠定认知和操作基础。再者,焊培大都是批次培训,每个学员情况虽有不同,但各类操作的焊接规范是一定的,这就要求焊培教师将参数和文字标准转化为规范化的操作动作和程序,学员每次的焊件有比较和改进方向,终形成较为统一的焊接质量和操作动作,利于其后的教学。此外,还可节省因人员、材料、设备及安全等多方面复杂管理消耗的师资。
(2)开展标准化、规范化教学应打好基础,切合实际。
培训过程和操作行为标准化、规范化极为重要,包括前期培训学员设备工具的使用、个人防护的标准要求等多方面知识的掌握和演练。既针对新从业学员,又针对有多年经验老焊工的积弊,这样才能有效避免学员在培训中出现偏差或事故影响教学。在培训中,需将焊、割质量标准与参数选择、操作动作规范化结合。例如:减小等离子切割内圆切口的内外偏差,需将切割速度(见表1)、方向、割嘴角度的变化及割嘴距工件表面距离的变换等一系列标准明白地教给学员;在焊条电弧焊的板仰焊中的焊接要领是一看、二听、三准,使学员们掌握正确统一的规范。经过一定阶段培训后应组织学员依据标准找出缺点和偏差,纠正不规范的错误操作和参数。例如:有的学员为了施焊稳定抱焊架,随意引弧等。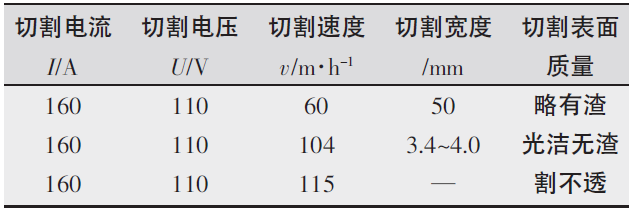
表1 等离子切割速度对切割质量的影响
3 开展对比教学
技能的提升是相对的,是在比较中精进的,既是学员自我不同阶段的对比,又是学员之间的对比。
(1)学员本身不同时期焊件的对比。
技能的提升是认知能力和判别能力的提升,只有在对比中才能凸显。将学员前期和后期的焊件放在一起,进步一目了然,如图1 所示,在给予学员成就感的同时使其有信心、有渴求继续努力下去,在对比中学员还能找出自身不足。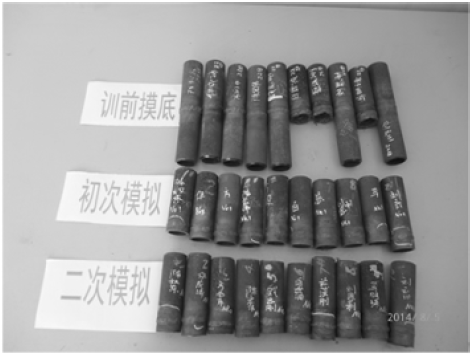
图1 前、后期焊件对比
(2)同时期学员之间的对比。
同期学员的受教环境与资源的共性多。在培训期,尤其是前、中期学员们焊、割效果存在很大差异。因此组织学员一起对比各自的焊、割件,能轻易发现不足,明确优点。再通过问询和说明解析,使学员们自己总结、掌握方法。对比教学一定阶段后,学员们都能自动自觉地利用各自的差异和长处,互相交流,互助提升,形成一个比、学、超的良性循环。此时教师只需适时点拨,起导航和舵手作用即可,释放人力,节省教学资源。
4 开展针对性教学
焊工培训目的性很强。应针对行业、企业、用人单位的生产要求和学员个体的情况修正教学内容和方法。
4.1 针对用人单位和用户要求开展教学
虽然焊培单位的培训、考核项目不能轻易变动,但现阶段对焊工的需求日趋多样,对焊工技能要求不再是高、大、全,有些单位甚至只需要单项目的焊接人才。因此焊工培训机构和教师应在项目训练上,针对用人单位要求多添加实用性的内容。例如:在培训生产、安装铝合金框架企业的焊工时应侧重于如何减小结构变形、氩气保护如何防风、焊缝增强等。
4.2 针对学员个体差异开展教学
学员的差异主要表现在认知能力、实操能力和个人对培训的要求。这就需要教师以教学大纲为基准,将学员分类再集中编排,施以不同侧重的讲解和培训,终达到培训目的。
针对性教学是为适应现阶段用人单位和学员的需求变化的有效举措,应需定教,量身施训。这样培训的学员从业能力强,用人单位满意率高,续培积极性高。
5 结论
经过化CAI、PPT 教学指导培训的学员入门快、训期短,标准化、规范化教学有效拘束制止了学员操作中的偏差。焊工培训用对比法教学直观真实,激发学员兴趣;用焊件实体作为教具,使学员在对比中自我管控、提高技能;用针对性教学将教什么学什么变成需要什么教什么,激发企业和学员培训的积极性。在焊工培训中综合运用这些方法,学员不仅都取得合格证而且成手率高,企业愿意接收,并且有多位学员在省市级技能竞赛中获得一等奖。因此,这些方法在现阶段焊接培训中具有推广价值。
电话
微信扫一扫

 当前位置:
当前位置: