全国服务咨询热线:
15216837090
15216837090

对于机械手具体的控制系统主要分为三种形式, 分别是继电器具体的控制系统、PLC 使用的控制系统以及微机具体的控制系统等。对于继电器具体的控制系统来说, 其故障率高,缺乏灵活的控制方式, 功耗大, 正逐渐被淘汰。微机控制属于智能化控制系统, 拥有比较强大的功能, 就具体应用而言存在一定的缺陷, 抗干扰能力较差, 系统设计流程比较复杂, 一般情况下, 普通操作人员难以*并准确地掌握具体维修技巧。PLC 具体的控制系统开发平台低, 运行可靠便捷, 必有时亦可以通过接口开发实现与微机中控系统对接, 因此, 这种应用方案正逐渐成为简单实用的现代化机械手控制系统。
1、PLC机械手具体系统的主要组成
PLC 液压机械手整个系统主要包括嵌入式微机、端口驱动模块、位置传感器、压力传感器、执行机构。其中的执行机构属于机械手非常重要的组成部分, 同时也是机械手内部的主体部分, 其中主要包括手腕、手臂以及行走机构等部分。驱动属于执行机构运行重要的传动装置, 经常使用的包括液压、气压、电力以及机械传动。控制系统是整个机械手的重要核心部分, 主要是用来支配机械手各种规定的运行程序等, 并存储相应的指令信息, 按照控制系统具体的内部信息完成指令的分配, 在一定条件下还能实现对整个机械手具有的监视作用。具体的位置检测装置用于对机械手具体移动位置的控制, 并能够将执行机构具体的位置及时反映到整个控制中, 并与刚开始具体设定位置相互比较, 利用控制系统做好全面的调整, 从而有效的达到整个系统具体的精度控制。
2、PLC机械手具体控制系统的使用功能
通过对机械手具体工作过程进行分析, zui主要的功能就是对机械手进行的上升、下降、转入以及转出等动作进行及时的调控。以下主要分析在轮胎自动化生产线中的具体控制。在初始的状态下, 闭合整个机械手系统, 并处于上线转出具体的位置, 如果接收到开始的具体控制信号, 开始启动所有的电动机并进行正转, 利用链条时机械手逐渐下降。如果下降具体的触胎开关发生断开时, 下降交流内部的接触器将会断电, zui后使电机的转动zui终停止, 利用自动减压控制机械手具体的动作开始抓胎, 如果机械手内部的全张气缸使用的开关在完成闭合以后, 机械手上升交流内部的接触器被接通, 从而使电动机开始发转, 完成机械手抓胎同时并上升的动作。如果到达了上线行程内部具体的开关闭合位置过程中, 机械手内部上升交流所在的基接触器发生断电, 从而使电动机的转动zui终停止, 同时等待来自于主控系统发送的主图命令, 并将会启动整个液压系统完成转入。由于当机械手开始转动时, 半径部分出现了相互重叠的情况, 因此, 每次都会支持一只机械手完成转入动作, 并且先由左机械手完成转入动作后, 再由右机械手完成转入。如果两只机械手全部完成了zui终的转入动作, 机械手进行同时下降的动作。如果下降放胎具体的行程开关*接通以后, 需要接通机械手内部的电磁阀,使气压系统内部工作得到有效的控制, 控制机械手手指zui后闭合完成放胎的动作。如果机械手内部闭合阀具有的压力开关实现接通以后, 左右机械手将会马上全部闭合, zui后完成放胎的动作, 同时电机的反转动作得以顺利的控制, 并带动整个机械手开始上升的动作, 直到zui后达到上线的具体位置, 完成机械手zui终的整个流程。
3、PLC液压机械手具体的控制系统主要的工作原理以及运行模式机械手具体的工具原理如图1。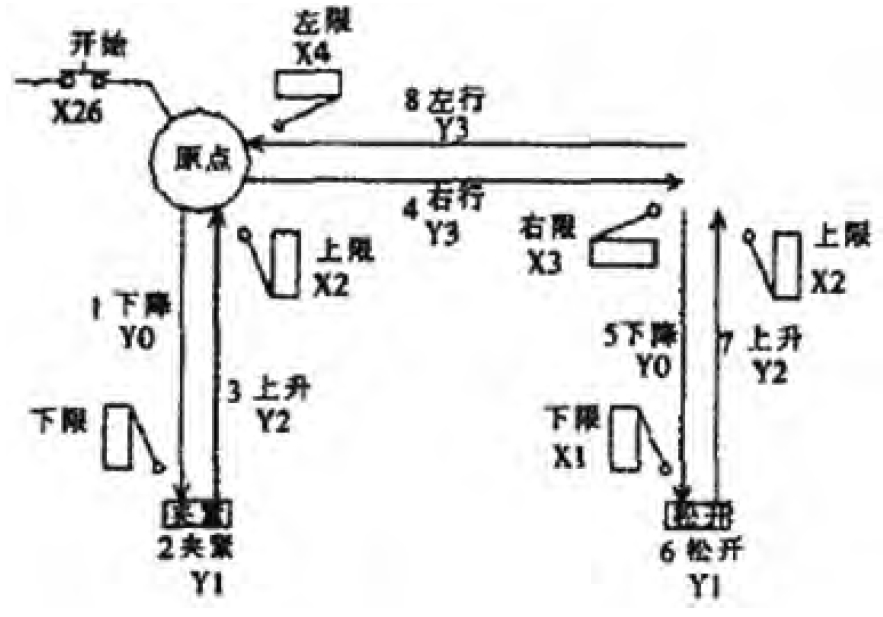
图1 机械手具体的工作原理
具体的手动操作主要是左右上下zui后回到零点位置, 如果按照上升的具体按钮, 机械手将会在立柱位置上升, zui后运行到上限行程所处的开关按钮, 同时其他的所有操纵都是相互独立存在的。机械手在zui上的位置以及zui左的位置夹紧装置后开始松开, 这就是系统具有的原点状态。按零点的具体按钮, 机械手会受到控制并自动回到zui初的原点位置。自动运行主要包括单步、单周期以及连续等。将选择开关放到自动控制的具体位置上, 就会实现自动操作。进行任何一种具体的自动操作, 都需要让机械手返回到零点位置, 才能进行。在零点, 将开关放到单步所在的位置上, 但按下步进的对应按钮之后, 机械手受到控制后到前一个工序位置。如果在途中按下相应的停止按钮, 任何工作步骤都会马上停止。
4、机械手与PLC 接口
为了能够在紧急的状态下即使切断PLC 自身的负载电源包括当PLC 发生任何故障的时候, 因此设计交流接触器, 具体表示为KM。当PLC 准备运动时, 只需要按下其中的电源按钮, 这时KM 的线圈就会受到控制进行电并自锁, 如果主触头顺利接通后, 能够为外部负载提供相应的交流电源。如果出现任何的紧急情况, 只需要按下其中的故障停止, 就可以及时切断PLC 自身的负载电源。
电话
微信扫一扫

 当前位置:
当前位置: