全国服务咨询热线:
15216837090
15216837090

一、引言
光机电气一体化控制实训系统,系统由型材导轨式实训台;PLC模块(FX2N-48MT晶体管输出);变频器(FR-E740三相输入功率0.75kW)模块;电源模块1个(三相电源总开关带漏电和短路保护);按钮模块(开关电源24V/6A 1只,急停按钮1只);触摸屏;模拟生产设备实训模块(包含上料机构井式工件库1件,物料推出机构1件,光电传感器2只,磁性开关2只,单杆气缸1只,单控电磁阀1只,警示灯1只;皮带输送线(三相交流减速电机AC 380V,输出转速130r/min);搬运机械手(单杆气缸1只、双杆气缸1只、气动手爪1只、电感传感器1只、磁性开关5只、行程开关2只、步进电机1只、步进驱动器1只、单控电磁阀2只、双控电磁阀1只);分类仓储物料有金属(铝)4个,尼龙黑、白色各4个);接线端子排、各种传感器、警示灯和气动电磁阀等组成;可根据任务书中要求完成程序设计调试及相应的动作要求。
二、摘录任务书中难点部分要求
设备部件名称和位置如图1所示。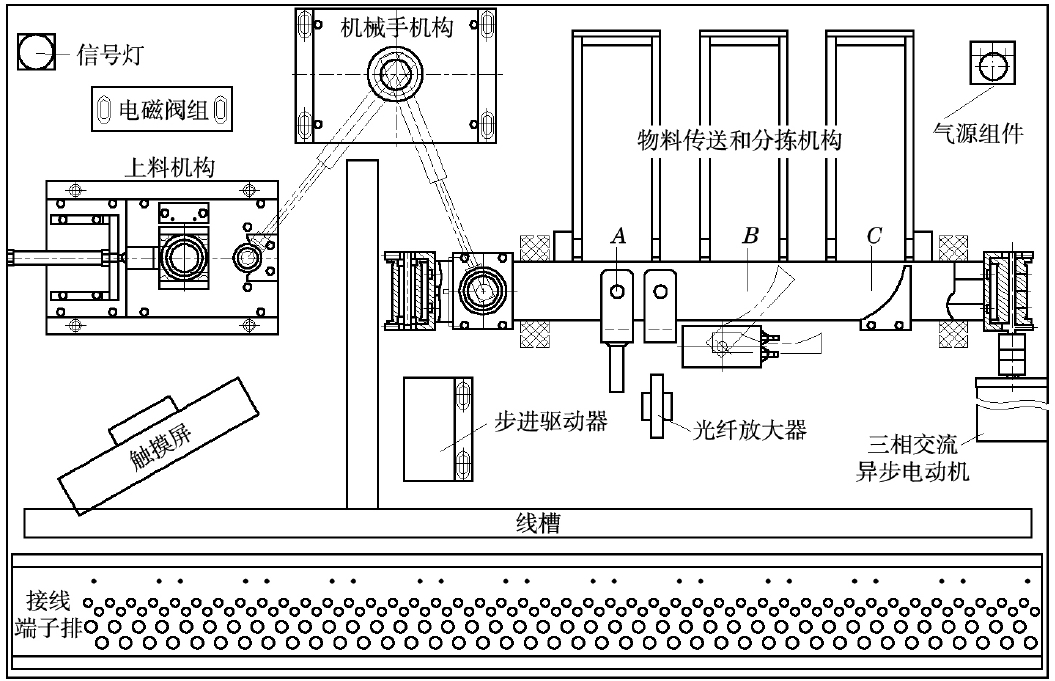
图1 设备部件名称和位置
1.动作流程
上料机构推料气缸将零件(金属零件、黑色尼龙零件和白色尼龙零件随机提供)推到存放料台;机械手将零件从存放料台搬运至物料传送机构并经传送带入料口到输送线上,只有当传送带上的零件被送入料槽后,机械手才可以从入料口放入下一个零件。上料机构料筒内没有零件时,黄色信号灯长亮,设备暂停,放入零件后自动启动。
在输送线上的零件由相应位置的推料或导料装置,经出料槽分送到零件组装机构进行组装,相应位置的推料或导料装置将零件送入料槽后回原位。
2.零件分送要求
在位置A对应的出料槽分送到组装机构的零件必须满足是由*个是金属零件,第二个白色尼龙零件,第三个是金属零件排列成的套件。在位置B对应的出料槽分送到组装机构的零件必须满足是由1个白色尼龙零件和2个黑色尼龙零件组合成的套件。同时满足位置A对应的出料槽和位置B对应的出料槽要求的零件,应优先经位置A对应的出料槽分送到组装机构。
不满足组合和排列关系的零件应导入位置C对应的出料槽。皮带输送线由位置A向位置C方向送零件时,三相交流异步电动机以35Hz的频率带动皮带输送机运行;皮带输送机由位置C向位置A方向送零件时,三相交流异步电动机以25Hz的频率带动皮带输送机运行。零件到达推出位置或被导入相应的料槽后,皮带输送机停止运行。依据动作流程分配的PLC对应I/O口见表1。
| 序号 | 内容 | 输入 | 内容 | 输出 |
| 1 | 急停开关 | X000 | 机械手步进电机启动(PUL) | Y000 |
| 2 | 运行测试按钮SB4 | X001 | 机械手步进电机方向(DIR) | Y001 |
| 3 | 送料气缸推出到位 | X002 | 机械手步进电机使能(ENA) | Y002 |
| 4 | 送料气缸缩回到位 | X003 | Y003 | |
| 5 | 机械手步进电机原点 | X004 | 绿色信号灯1Hz | Y004 |
| 6 | 机械手步进电机位置检测 | X005 | 绿色信号灯2Hz | Y005 |
| 7 | 臂伸缩气缸伸出到位 | X006 | 黄色信号灯常亮 | Y006 |
| 8 | 臂伸缩气缸缩回到位 | X007 | 送料气缸推出 | Y007 |
| 9 | 前臂升降气缸下降到位 | X010 | 臂伸缩气缸伸出 | Y010 |
| 10 | 前臂升降气缸缩回到位 | X011 | 前臂升降气缸下降 | Y011 |
| 11 | 气动机械手爪夹紧到位 | X012 | 气动手爪夹紧 | Y012 |
| 12 | 推料气缸推出到位 | X013 | 气动手爪放松 | Y013 |
| 13 | 推料气缸缩回到位 | X014 | 电机正传(A料槽向C料槽) | Y014 |
| 14 | 旋转气缸旋转到位 | X015 | 电机反传(C料槽向A料槽) | Y015 |
| 15 | 旋转气缸返回到位 | X016 | 异步电机旋转频率35Hz | Y016 |
| 16 | 料筒有料检测 | X017 | 异步电机旋转频率35Hz | Y017 |
| 17 | 存放台有料 | X020 | 推料气缸推出 | Y020 |
| 18 | 输送皮带入料口有料 | X021 | 旋转气缸旋转 | Y021 |
| 19 | 金属检测传感器 | X022 | ||
| 20 | 白色尼龙检测传感器 | X023 | ||
| 21 | 分料槽进料检测传感器 | X024 | ||
| 22 | 零件组装工序启动按钮SB1 | X025 | ||
| 23 | 启动组装工序按钮SB5 | X026 | ||
| 24 | 停止按钮SB6 | X027 |
电话
微信扫一扫

 当前位置:
当前位置: