全国服务咨询热线:
15216837090
15216837090

随着制药工业的迅速发展,制药废水所带来的环境问题日益严重。制药工业废水种类很多,大致可以分为合成药物生产废水、抗生素生产废水、中成药生产废水、各类制剂生产过程的洗涤水和冲洗废水。制药废水的特点是有机污染物种类多、浓度高、毒性大等特点,属难处理的高浓度有机废水。
世界范围内,大约有一半左右的制药废水没有经过任何处理直接排放。在我国,制药工业污水是工业废水排放大户,排放量占全国污水总排放量的2%,制药工业被列为环保治理的重点的12 个行业之一。制药废水的处理方法有很多种,主要包括: 混凝沉淀法,气浮法,电解法,氧化法( 芬顿和臭氧等) ,生物法( 厌氧,好氧[或者联合) 。其中在工程实践中得到广泛应用的方法是厌氧工艺。厌氧工艺的优点很多,比如设备占地面积小,运行成本低,还具有能提高废水可生化性的特点,特别适合高浓度的有机废水。同时,剩余污泥量比好氧法少得多,还可以产生沼气用于能源回收。山东一家制药企业生产多种医药和染料中间体,每天排出的大流量高浓度废水是当地环境保护亟待解决的问题。至今,对这家制药企业的生产废水的经济有效的处理还没见报道。本研究的目的是探讨此类废水应用厌氧技术处理的可行性,为该类废水处理提供工程放大的参考依据。首先采用间歇式实验对该企业的各种制药废水进行厌氧生化降解评价,然后考察利用两级UASB 工艺对该类水质在长期运行过程中的处理效果。
1、实验部分
1.1 实验废水
制药废水来源于山东化工制药企业的一些主要产品的生产车间的废水。由于厂里各车间每年要定期设备检修及产品生产种类的调整,从而导致综合废水的水质往往差别很大。因此,为了得到一个较全面的评价,本实验中厌氧可生化性评价的综合废水是按各个主要车间的大概流量比例配置而成。而两级UASB 处理用的是厂区某一阶段的实际排放的废水。主要产品的车间废水水质及每天的大致流量见表1。
表1 化工厂主要产品的车间废水水质及每天大概的流量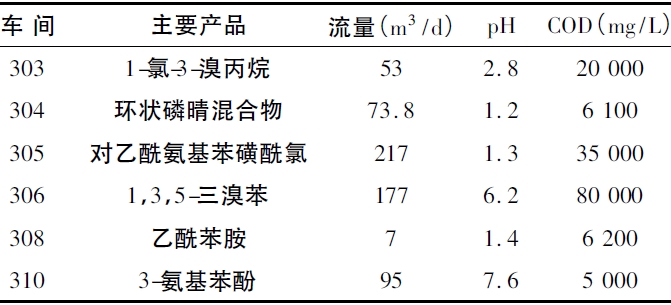
1. 2 实验装置及方法
1. 2. 1 各个车间及综合废水厌氧可生化性评价实验实验装置如图1 所示。将各个车间的废水稀释到COD 3 000 ~ 3 400 mg /L,取250 mL 置于反应器中,再加入51. 5 g VSS /L 的厌氧颗粒污泥30 mL 和其他营养液及微量元素。每g COD 加入1. 5 g NaHCO3用于维持碱度。pH 值调节到6. 9 ~ 7. 0。反应在35℃的空气浴摇床中进行。产生的气体经由安全瓶进入置换瓶进行气液置换,置换瓶内装有质量分数为3% 的NaOH 溶液,用于吸收气体中的H2S和CO2。由置换瓶排入量筒中的液体体积即为厌氧颗粒污泥在培养过程中产生的甲烷量。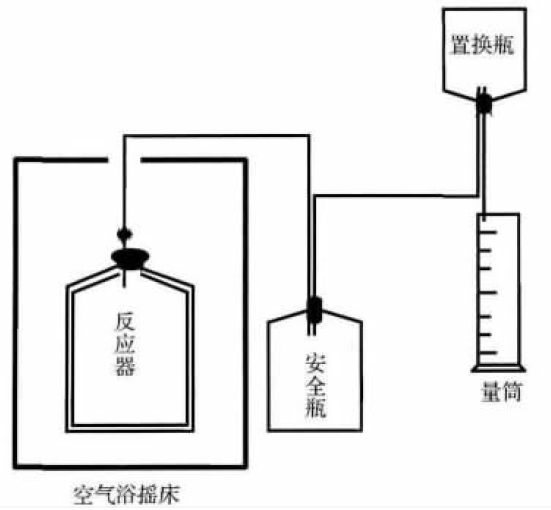
图1 间歇式厌氧产甲烷的实验装置
1. 2. 2 综合废水的两级UASB 的处理
两级UASB 的示意图见图2。UASB 是有机玻璃材质制成,内径140 mm,反应体积6 L。废水通图1 间歇式厌氧产甲烷的实验装置过定量泵由反应器底部注入,在顶部溢流出水,所产生的沼气经三相分离器后,由反应器顶部排出,排出的气体经过有3 mol /L NaOH 洗气瓶后,再经过湿式流量计。接种的厌氧污泥来自山东另外一制药厂的厌氧反应器的颗粒污泥( 51. 5 g VSS /L) 。接种量约占整个反应器体积的1 /2,水浴温度维持在35 ~ 38℃。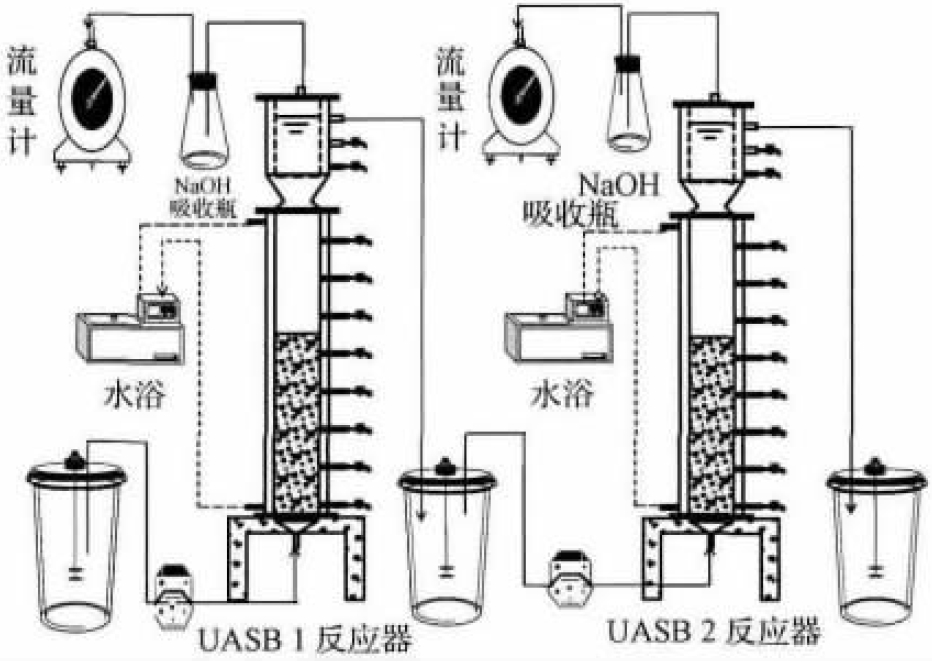
图2 两级UASB 反应器实验装置
1. 3 分析方法
COD 采用重铬酸钾法测定,pH 采用METTLERTOLEDO FE 20 pH 计,VFA 采用滴定法。甲烷产量由湿式流量计计量。
2、结果与讨论
2. 1 厌氧可生化性评价实验
各个车间及综合废水每天累计产甲烷的实验数据见图3,测试时间12 d。由图3 可知,各个车间的累计产甲烷量差别很大。生产1,3,5-三溴苯的306车间产气zui多达到190 mL,由此计算的甲烷转化率( COD甲烷/COD起始) 是62. 3%。其次是生产环状磷晴混合物的304 车间,产气量180 mL 和生产1-氯-3-溴丙烷的303 车间,产气量135 mL。
图3 累计产甲烷与时间
生产对乙酰氨基苯磺酰氯的305 车间和生产3-氨基苯酚的310 车间产气较小,分别只有90 mL和101 mL。对应的甲烷转化率分别只有30% 和35%。每天流量zui少的308 车间产气量zui小,只有64 mL,4 d 以后就停止产气。308 车间和310 车间产气量少的原因是因为生产乙酰苯胺和3-氨基苯酚的废水的可生化性相对较差。但是, 305 车间产气量少的原因可能是因为硫酸盐含量较高。因此,在按各个车间流量配置成综合废水做厌氧评价时候,除去305车间两股硫酸盐很高的废水。这两股废水在实际厂区的排出中,将不经过厌氧,而是直接和厌氧处理后的综合废水一起进入好氧处理。由图3 可知,配置的综合废水产气量达到168 mL,甲烷转化率达60. 4%。因此,厌氧降解综合废水是可行的。
2. 2 第1 级UASB 实验
取现场某一时期的综合废水,COD 从60 000mg /L 稀释至10 000 mg /L 左右,COD/S = 11。一般在进水COD/S > 10 的情况下,产甲烷菌基本认为可以不会受到硫酸盐被还原时所产生的硫化物的抑制。先用COD 大约2 500 ~ 3 000 mg /L 的葡萄糖人工配水进料,之后逐步将稀释的综合废水代替部分人工废水对原有的污泥进行驯化培养。20 d后,进水全部采用稀释的综合废水。进水pH 调节到6. 9 ~ 7. 1,1 g COD 废水加入1. 5 g NaHCO3维持碱度进串联两级UASB 中的第1 级。因为废水从各个车间出水温度大约在40℃,同时为了节省能源的消耗( 实际工程以蒸汽加热) ,所以,采用中温而不是高温厌氧处理综合废水。本实验选用COD 容积负荷OLR 反映增大反应器进水量( 缩短HRT) 对厌氧处理效果的影响。在实际工程的设计中,单级UASB 的容积负荷zui大设计到6 g COD/( L·d) 。
本实验中,对第1 级UASB 考察到12 g COD/( L·d) 。第1 级UASB 运行结果如图4 所示。50 d 的驯化完成后,在起始阶段( 0 ~ 30 d) ,反应器维持在低负荷( 从1 g COD/( L·d) 到2 g COD/( L·d) ) ,HRT 由10 d 缩短到5 d,COD 的去除率稳定在64.5%左右。在第2 阶段( 30 ~ 100 d) ,通过缩短HRT,使容积负荷逐步增加一直到12 g COD/( L·d)( HRT 0. 83 天) 。由图4( a) 和图4( b) 可知,COD 的去除率随着容积负荷的逐步提高而逐渐下降。当容积负荷达6 g COD/( L·d) 时( 60 ~ 70 d) ,COD 的去除率下降到48. 3%,继续提高容积负荷到zui大12g COD/( L·d) ( 80 ~ 100 d) ,COD 的去除率只有38. 2%。COD 不断下降的原因的是HRT 的缩短导致废水和颗粒污泥的接触时间变短,从而生物的降解变的越来越不充分。伴随着容积负荷的提高,产甲烷率从起始的大约1 L /( L·d) 线性增加大约容积负荷达6 g COD/( L·d) 时的6 L /( L·d) 。之后产甲烷率增速下降,容积负荷从8 g COD/( L·d)提高到12 g COD/( L·d) ,产甲烷率从7. 5 g COD/( L·d) 增加到9. 9 g COD/( L·d) 左右( 图4( d) ) 。
同时,从图4( e) 可以发现,出水VFA 不断积累达到450 mg /L,碱度与VFA 的比值随之缩小,反应器内产甲烷菌活性下降,产酸菌的作用越来越明显是产甲烷率增速下降的原因。同时,出水pH 值明显下降,由起始的8. 3 降到zui高容积负荷时的7. 3( 图4( c) ) 。因此,*的运行COD 容积负荷应该是6 gCOD/( L·d) 。整个系统运行过程中,pH 的出水比进水高的原因是硫酸盐还原菌在还原硫酸盐的过程中会产生一定的碱度,见式(1) :
正常条件下,为了防止UASB 反应器酸化,应该使VFA 控制在500 mg /L 以内。因此,在第3 阶段( 100 ~ 120 d) ,反应器停止继续增加容积负荷返回6 g COD/( L·d) 。由图4 可知,经过几天的运行,反应器很快恢复并稳定运下去,说明单级UASB系统在zui大工程设计容积负荷条件下处理综合废水是可行的,并能忍受一定的负荷冲击。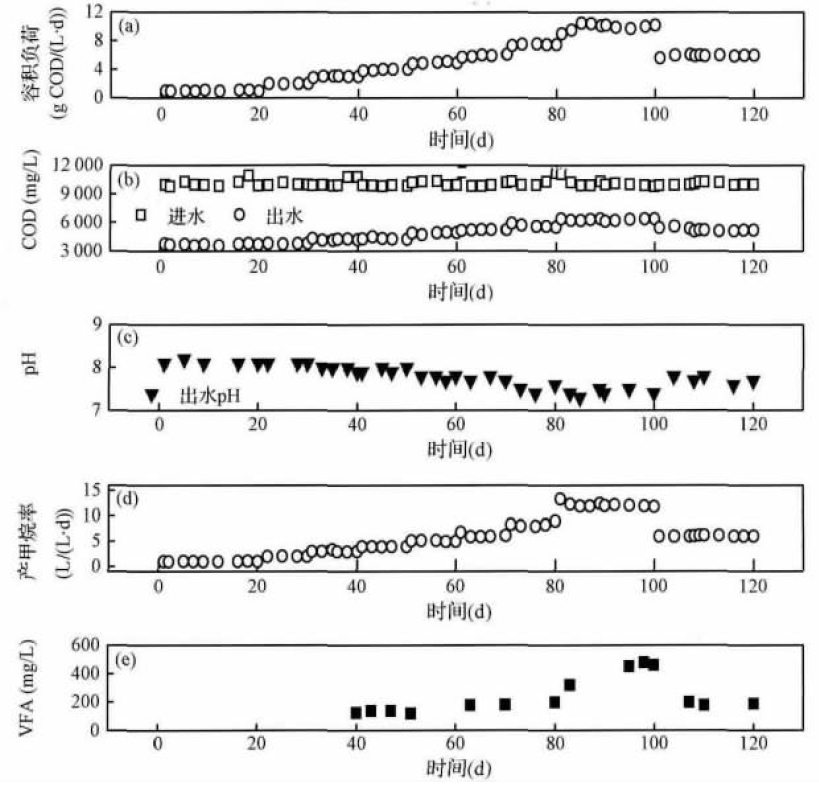
图4 UASB 1 随容积负荷的提高的运行结果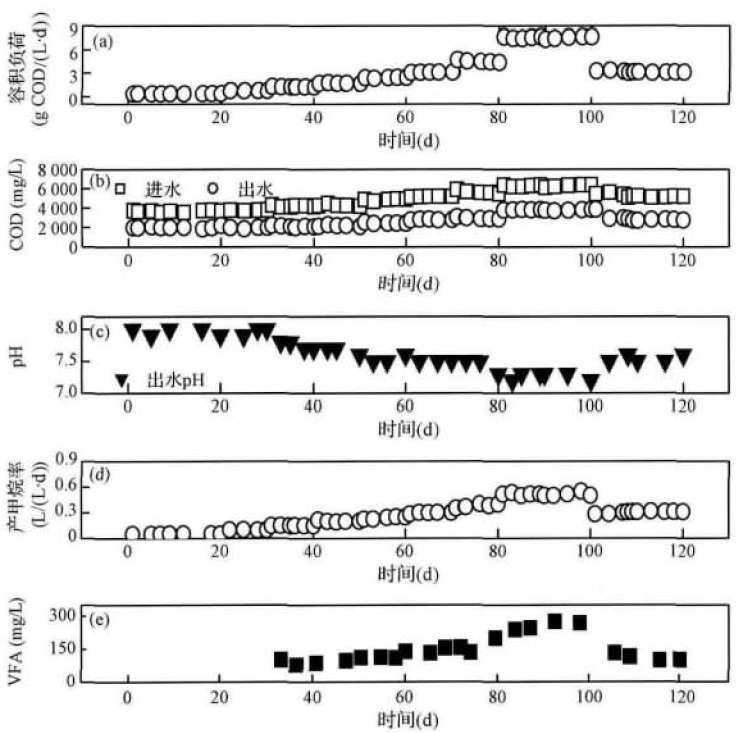
图5 UASB 2 随容积负荷的提高的运行结果
2. 3 第二级UASB 的运行
经过1 级UASB 后,为了进一步降低废水COD,UASB 1 的出水pH 调节到6. 9 ~ 7. 1 后,再进UASB 2 进行生物降解。保持和UASB 1 同步的HRT,逐步提高容积负荷。由图5( a) 和图5( d) 可知,第2 级UASB 长期运行稳定,COD 的去除率大约在38. 8% ~47. 6%之间,产甲烷率随容积负荷提高而增加,到zui大容积负荷时,产气量达0. 5 L /( L·d) 。从图5( e) 可以看出,UASB 2 在整个运行过程期间,VFA检测值始终在500 mg /L 以下。出水pH 依然高于进水说明废水中的硫酸盐在第1 级UASB 中并没有全部被硫酸盐还原菌所还原( 图5( c) ) 。在第1 级UASB zui大工程设计负荷6 g COD/( L·d) 的条件下,综合废水在经过两级UASB 的处理后COD 的去除率能达到73. 5%,废水中COD 质量浓度约在2 600 mg /L左右。
3 结论
(1) 通过厌氧产甲烷批量实验可知,微生物对各个车间的废水的厌氧降解能力是不同的。生产1,3,5-三溴苯的306 车间和生产环状磷晴混合物的304 车间废水有的厌氧可生化性,每天流量zui少的生产乙酰苯胺的308 车间厌氧可生化性zui差。通过综合废水的产气量和甲烷转化率可知,综合废水适宜于厌氧生物降解。
(2) 采用两级串联中温UASB,进水COD 10000mg /L 左右,在单级UASB zui大工程设计容积负荷6g COD/( L·d) 的条件下,COD 的总去除率能达到73. 5%,出水COD 降至2 600 mg /L 左右,为下一步的好氧处理奠定了基础。
电话
微信扫一扫

 当前位置:
当前位置: